- Menu Close
- Consumer Goods
- Healthcare
- Performance Materials
-
Technology
- Overview
- Industries
- DKSH Indonesia products
Our products
Search our product database.
-
Services
- Overview
- Sourcing
Sourcing
Accessing a global sourcing network.
- Market insights
Market insights
Generating ideas for growth.
- Marketing and sales
Marketing and sales
Opening up new revenue opportunities.
- Distribution and logistics
Distribution and logistics
Delivering what you need, when you need it, where you need it.
- After-sales services
After-sales services
Servicing throughout the entire lifespan of your product.
- Insights
- Home
- Technology
- DKSH Indonesia products
- Midas - D5 Series de-idder™
- Home
- Technology
- DKSH Indonesia products
- Midas - D5 Series de-idder™

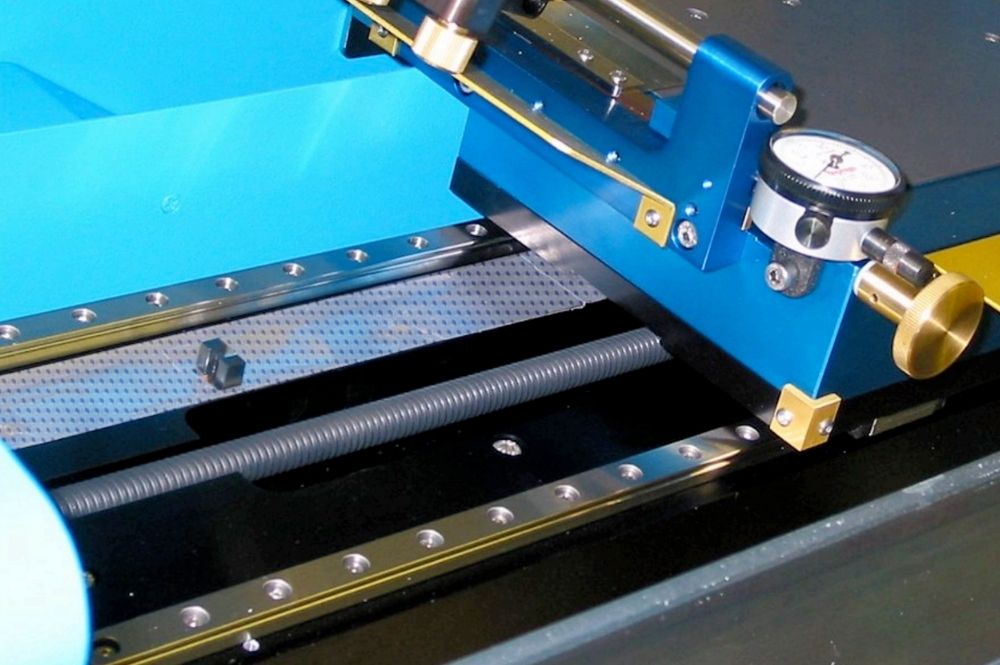


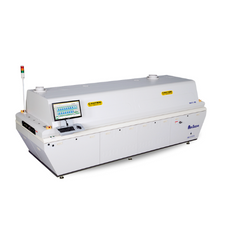
 We're a made-in-USA manufacturer, specializing in equipment used to rework or inspect "Hi-Rel" (high-reliability) microelectronics. Midas-pioneered advanced rework processes are now in common use worldwide, supported by a network of exclusive distributors and sales representatives.
We provide two vital capabilities for Hi-Rel rework: "De-Lid" (removing lids from hermetic packages) and "Hot Gas" removing specific components with precision application of hot gas. Our systems accomplish this without changing package dimensions and without contamination, vibration or thermal damage.
We're a made-in-USA manufacturer, specializing in equipment used to rework or inspect "Hi-Rel" (high-reliability) microelectronics. Midas-pioneered advanced rework processes are now in common use worldwide, supported by a network of exclusive distributors and sales representatives.
We provide two vital capabilities for Hi-Rel rework: "De-Lid" (removing lids from hermetic packages) and "Hot Gas" removing specific components with precision application of hot gas. Our systems accomplish this without changing package dimensions and without contamination, vibration or thermal damage.