Nano emulsions formulated using high energy methods require the use of high shear devices to increase the water/oil interfacial area for generating sub-micronic droplets. The resulting distribution of droplets in the system become an important defining factor in their performance – generally being less than 500 nm, monodisperse and with a narrow particle size distribution. One such method of creating these systems is by ultrasonication.
Ultrasonicators are swiftly gaining acceptance for fluidic processing. With its low production cost and maintenance, minimal moving parts, and with an overall energy efficiency of 80-90% from power plug to the liquid, these homogenizers produce superior, uniform nanoparticles with ease. Capable of conducting homogenization, emulsification, dispersion, particle size reduction, degassing, extraction, and cell lysis (hence acting as a sterilization alternative), the versatility of these processors are unmatched for a wide range of applications involving fluidic processing. Hence, ultrasonics are becoming a popular method to creating nano emulsions. Using sound waves generated in the ultrasonic region, cyclic low and high-pressure regions form imploding bubbles in the liquid. Termed cavitation, this is the mechanism by which shear force transverses the liquid to emulsify oil into water.
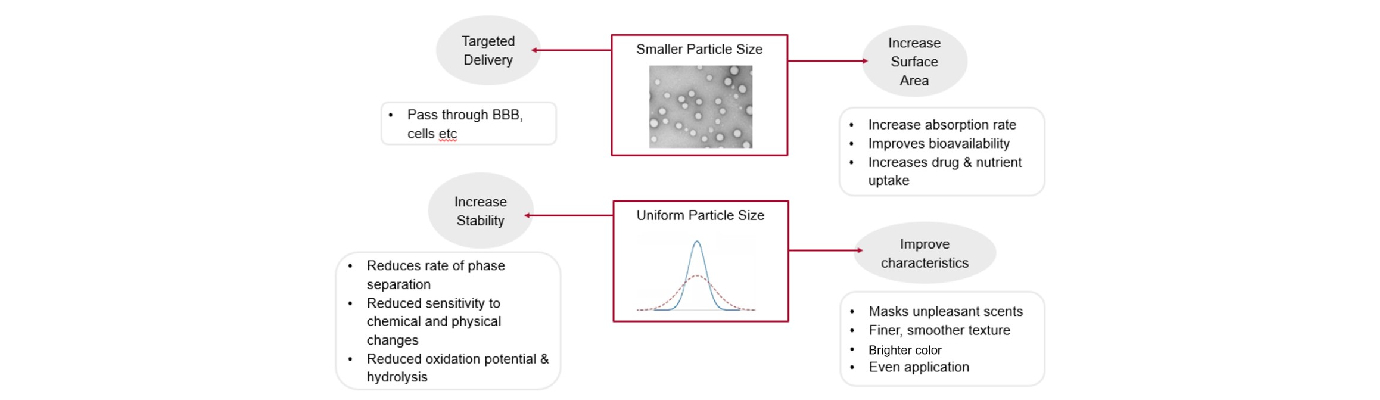
Figure 1: The desirability of nano emulsions is related to their small and uniform particle size, that improves the characteristics and stability of the resulting product.
Processing in an industrial set up that requires a continuous flow of material, however, can prove to be challenging. Often, a scale up can compromise production efficiency and the resulting particle size distribution. With larger volumes, an increase in power requirement is needed to apply the same specific energy per volume as in a lab scale trial.
Hielscher Ultrasonics, a company specializing in manufacturing high-powered, robust ultrasonic devices, delivers a simple solution to problems faced with upscaling production volumes. Hielscher Ultrasonics offer intelligent lab-scale devices of up to 400W that feature real-time data-logs of the application of power onto a liquid as a function of time. Hielscher devices operate at a fixed frequency – instead, the amplitude of the sound waves can be adjusted between 20-100% for different processes. This ensures an even application of energy. Hielscher Ultrasonics peruses a jacketed flow cell set up, where cavitation of the liquid increases localized pressure applied onto the liquid, serving as a closed, pressurized reactor. The conditions of this process can be monitored using temperature and pressure sensors that feed data back to the processor. This also means that large volumes can be continuously and evenly processed and implemented in any pre-existing set up. With ultrasonically assisted clean-in-place (CIP), it acts as a self-cleaning device with no orifices in contact with the liquid to be processed, making cleaning simple after production. The combination of these factors has proven to be successful in delivering and replicating lab trials to production using Hielscher Ultrasonic devices.
We have conducted a scale up study of Hielscher’s ultrasonic technology in producing an oil-in-water nano emulsion. The lab trial was conducted with the UP400St, a 400 W laboratory device operating at 24kHz. This model can record the specific energy applied onto the liquid in real time. Trials were initially conducted in batch process of 1 L. Sonication was conducted until the emulsion was homogenous, and the desired consistency and particle size were achieved.
With the specific energy data captured, the energy and processing conditions required to process 180L/hour of the emulsion was calculated. It is with this method that a suitable device and sonotrode can be configured to ensure replicable results when scaling up in processing volume. Based on the trial findings, UIP2000HdT, a 2,000 W industrial device operating at 20 kHz was employed for emulsification. The amplitude of sound waves generated was set to 60% in the industrial set up. The resulting emulsion was measured for its particle size using Dynamic Light Scattering using the Malvern Zetasizer Ultra.
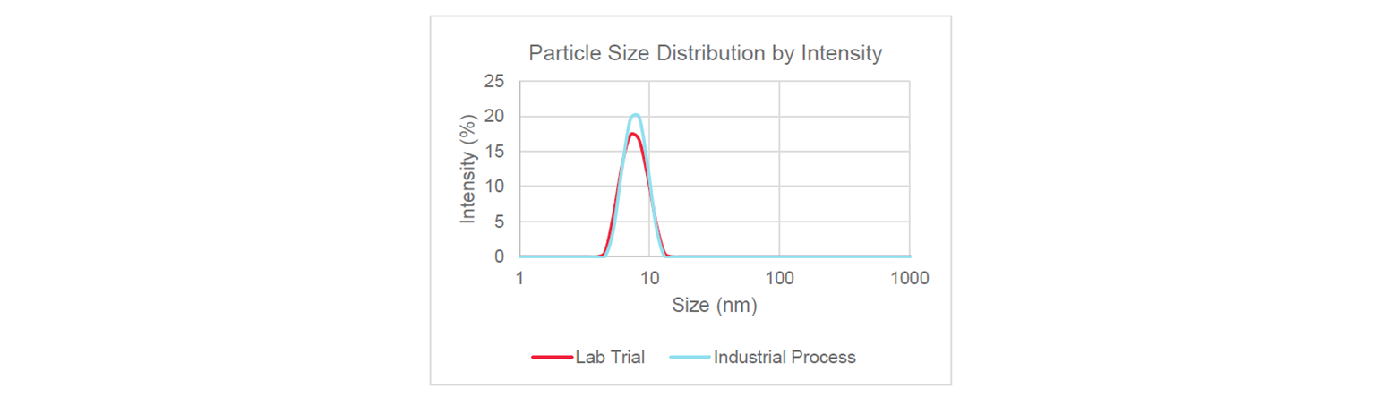
Figure 2: An overlay of particle size distribution of the lab trial using UP400St and the industrial process using UIP2000HdT. Particle size was measured using Malvern Zetasizer Ultra, that utilizes Dynamic Light Scattering (DLS).
An ultrafine nano emulsion was produced using the both UP400ST and the UIP2000HdT, with the Z-average particle size and width of the distribution (PdI) having excellent reproducibility between production volumes and models. This is a good indication that with the Hielscher Ultrasonic devices, not only is scale up successful, but the resulting emulsion is superior in terms of size, uniformity, and stability.









